



冷壓機(jī)在使用中也是有很多方式方法的,,經(jīng)過跟木業(yè)廠家溝通總結(jié)了幾點(diǎn)經(jīng)驗(yàn),我們一起來分享一下

冷壓機(jī)作業(yè)規(guī)范
一,、操作要點(diǎn):
1.作業(yè)前需檢查開料移交的板材是否相一致,,有否造成變形,、開裂、不平等,,且歸類擺放整齊,。
2.調(diào)膠:壓弧板時(shí),選用木膠粉和水調(diào)勻成漿糊狀,粘度接近于白乳膠為宜,壓直板直接用白乳膠。
3.將板上的灰塵吹干凈,有油污的板要清理好,涂膠均勻,放在釘好的骨架上,再鋪放另一面,放入冷壓機(jī),板坯在冷壓機(jī)中要上下對齊,。
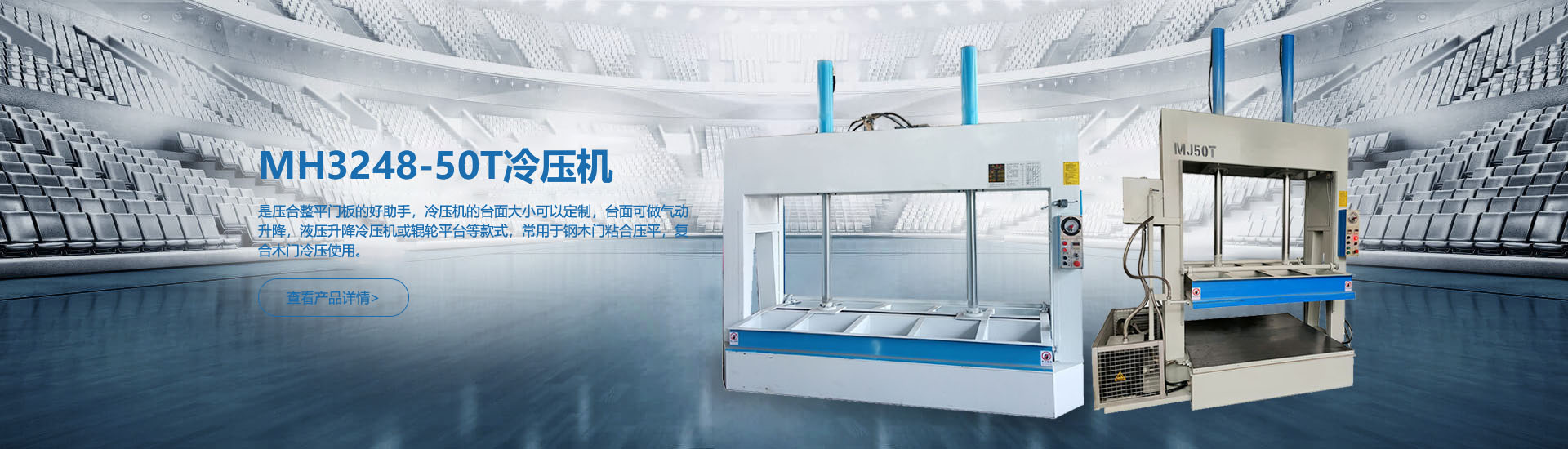
4.冷壓的壓力和時(shí)間應(yīng)根據(jù)不同板材,、膠料、氣候而定,,當(dāng)壓5厘板或弧形板時(shí)壓力為3.5噸,壓9厘空芯板時(shí)壓力為4噸,壓實(shí)芯板壓力為4.5噸;無壓力表的冷壓機(jī)則以膠料壓至溢出為準(zhǔn).時(shí)間要求為:木膠一般天氣6小時(shí) ,冬季8小時(shí)以上,白膠一般用4小時(shí)以上,冬季6小時(shí)以上.
5.壓小面積部件時(shí),必須將部件與絲桿或油缸,、缸芯垂直壓放,,以免變形、斷裂,;刷膠要求均勻,。

二、質(zhì)量/公差要求:
1.板件膠合必須牢固,,不允許脫膠,,鋪板板料必須與骨架相鄰兩邊對齊,上下板位置偏差≤2MM,。
2.打槽,、鉆孔的部位不允許打汽釘。
3.不允許有壓痕及過多膠液,。
4.成形形狀滿足圖紙要求,。
5.過油板不允許打汽釘及劃傷表面。


 在線客服
在線客服 13206495638
13206495638



